ਆਪਟੀਕਲ ਗਲਾਸ ਅਸਲ ਵਿੱਚ ਲੈਂਸਾਂ ਲਈ ਗਲਾਸ ਬਣਾਉਣ ਲਈ ਵਰਤਿਆ ਜਾਂਦਾ ਸੀ.
ਇਸ ਕਿਸਮ ਦਾ ਗਲਾਸ ਅਸਮਾਨ ਹੈ ਅਤੇ ਹੋਰ ਬੁਲਬੁਲਦੇ ਹਨ.
ਉੱਚ ਤਾਪਮਾਨ ਤੇ ਪਿਘਲੇ ਹੋਣ ਤੋਂ ਬਾਅਦ, ਅਲਟਰਾਸੋਨਿਕ ਲਹਿਰਾਂ ਨਾਲ ਬਰਾਬਰ ਚੇਤੇ ਕਰੋ ਅਤੇ ਕੁਦਰਤੀ ਤੌਰ 'ਤੇ ਠੰਡਾ.
ਫਿਰ ਇਸ ਨੂੰ ou ਅਪਟੀਕਲ ਯੰਤਰਾਂ ਨੂੰ ਸ਼ੁੱਧ, ਪਾਰਦਰਸ਼ਤਾ, ਇਕਸਾਰਤਾ, ਸੁਧਾਰ ਪੱਤਰ ਅਤੇ ਫੈਲਣ ਦੀ ਜਾਂਚ ਕਰਨ ਲਈ ਮਾਪਿਆ ਜਾਂਦਾ ਹੈ.
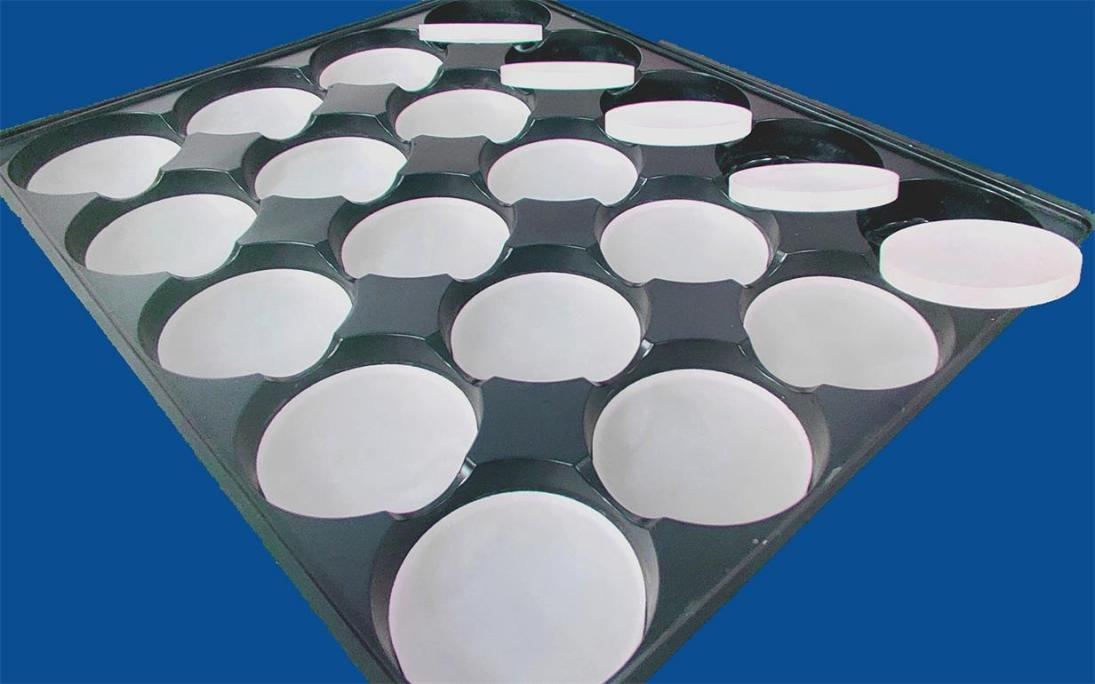
ਇਕ ਵਾਰ ਜਦੋਂ ਇਹ ਕੁਆਲਟੀ ਜਾਂਚਾਂ ਪਾਸ ਹੁੰਦਾ ਹੈ, ਤਾਂ ਆਪਟੀਕਲ ਲੈਂਜ਼ ਦਾ ਪ੍ਰੋਟੋਟਾਈਪ ਬਣਾਇਆ ਜਾ ਸਕਦਾ ਹੈ.

ਅਗਲਾ ਕਦਮ ਪ੍ਰੋਟੋਟਾਈਪ ਨੂੰ ਮਿਲਾਉਣਾ, ਲੈਂਸ ਦੀ ਸਤਹ 'ਤੇ ਬੁਲਬਲੇ ਅਤੇ ਅਸ਼ੁੱਧੀਆਂ ਨੂੰ ਖਤਮ ਕਰਦਾ ਹੈ, ਇਕ ਨਿਰਵਿਘਨ ਅਤੇ ਨਿਰਦੋਸ਼ਾਂ ਨੂੰ ਪ੍ਰਾਪਤ ਕਰਨਾ.

ਅਗਲਾ ਕਦਮ ਵਧੀਆ ਪੀਹਣਾ ਹੈ. ਬੱਚਿਆਂ ਦੀ ਸਤਹ ਪਰਤ ਨੂੰ ਹਟਾਓ. ਨਿਸ਼ਚਤ ਥਰਮਲ ਟਾਕਰੇ (ਆਰ-ਵੈਲਯੂ).
ਆਰ ਮੁੱਲ ਪਤਲੇ ਹੋਣ ਜਾਂ ਗਾੜ੍ਹਾ ਕਰਨ ਦੀ ਯੋਗਤਾ ਨੂੰ ਦਰਸਾਉਂਦਾ ਹੈ ਜਦੋਂ ਤਣਾਅ ਜਾਂ ਕਿਸੇ ਜਹਾਜ਼ ਵਿੱਚ ਦਬਾਅ ਦੇ ਅਧੀਨ ਹੁੰਦਾ ਹੈ.
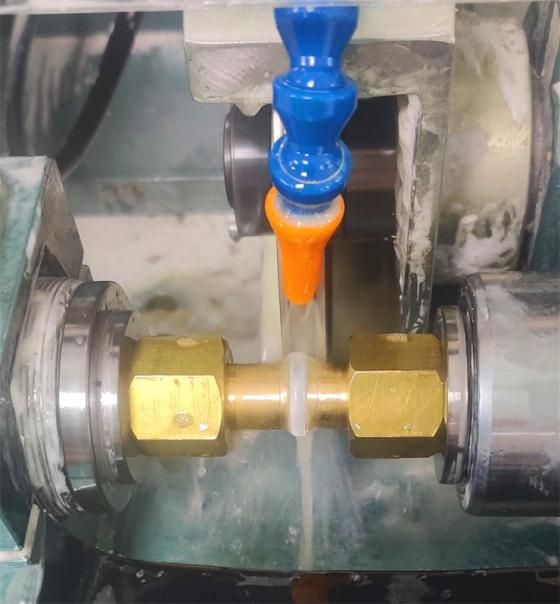
ਪੀਸਣ ਦੀ ਪ੍ਰਕਿਰਿਆ ਤੋਂ ਬਾਅਦ, ਐਡਜਿੰਗ ਪ੍ਰਕਿਰਿਆ ਦਾ ਕੇਂਦਰ ਹੈ.
ਲੈਂਸ ਉਨ੍ਹਾਂ ਦੇ ਅਸਲ ਅਕਾਰ ਤੋਂ ਨਿਰਧਾਰਤ ਬਾਹਰੀ ਵਿਆਸ ਤੱਕ ਤੇ ਪਾਏ ਜਾਂਦੇ ਹਨ.
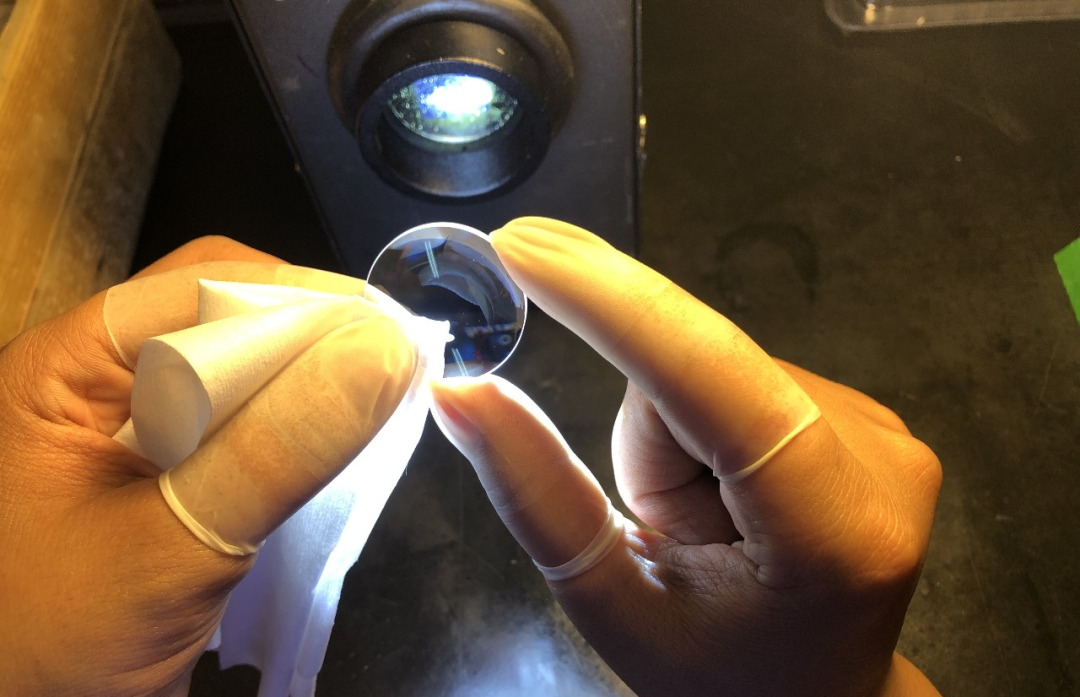
ਤੋਂ ਬਾਅਦ ਦੀ ਪ੍ਰਕਿਰਿਆ ਪਾਲਿਸ਼ ਕਰਨ ਵਾਲੀ ਹੈ. ਉਚਿਤ ਪਾਲਿਸ਼ਿੰਗ ਤਰਲ ਜਾਂ ਪਾਲਿਸ਼ ਕਰਨ ਵਾਲੇ ਪਾ powder ਡਰ ਦੀ ਵਰਤੋਂ ਕਰਦਿਆਂ, ਵਧੀਆ ਜ਼ਮਾਨਤ ਪਾ powder ਡਰ ਨੂੰ ਵਧੇਰੇ ਆਰਾਮਦਾਇਕ ਅਤੇ ਨਿਹਾਲ ਕਰਨ ਲਈ ਪਾਲਿਸ਼ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.


ਪਾਲਿਸ਼ ਕਰਨ ਤੋਂ ਬਾਅਦ, ਲੈਂਜ਼ ਨੂੰ ਬਾਕੀ ਪਾਲਿਸ਼ ਪਾ powder ਡਰ ਨੂੰ ਹਟਾਉਣ ਲਈ ਵਾਰ ਵਾਰ ਸਾਫ਼ ਕਰਨ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ. ਇਹ ਖੋਰ ਅਤੇ ਉੱਲੀ ਦੇ ਵਾਧੇ ਨੂੰ ਰੋਕਣ ਲਈ ਕੀਤਾ ਜਾਂਦਾ ਹੈ.
ਲੈਂਸ ਪੂਰੀ ਤਰ੍ਹਾਂ ਡੀਹਾਈਡਰੇਟਡ ਤੋਂ ਬਾਅਦ, ਇਹ ਨਿਰਮਾਣ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ ਦੇ ਅਨੁਸਾਰ ਰੱਖਿਆ ਜਾਂਦਾ ਹੈ.

ਲੈਂਸ ਦੀਆਂ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੇ ਅਧਾਰ ਤੇ ਪੇਂਟਿੰਗ ਦੀ ਪ੍ਰਕਿਰਿਆ ਅਤੇ ਕੀ ਕਿਸੇ ਵਿਰੋਧੀ-ਪ੍ਰਤੀਬਿੰਬਿਤ ਪਰਤ ਦੀ ਜ਼ਰੂਰਤ ਹੈ. ਲੈਂਸਾਂ ਲਈ ਜਿਨ੍ਹਾਂ ਲਈ ਐਂਟੀ-ਰਿਬਿੰਬ ਵਿਸ਼ੇਸ਼ਤਾਵਾਂ ਦੀ ਜ਼ਰੂਰਤ ਹੁੰਦੀ ਹੈ, ਕਾਲੀ ਸਿਆਹੀ ਦੀ ਇੱਕ ਪਰਤ ਸਤਹ ਤੇ ਲਾਗੂ ਹੁੰਦੀ ਹੈ.

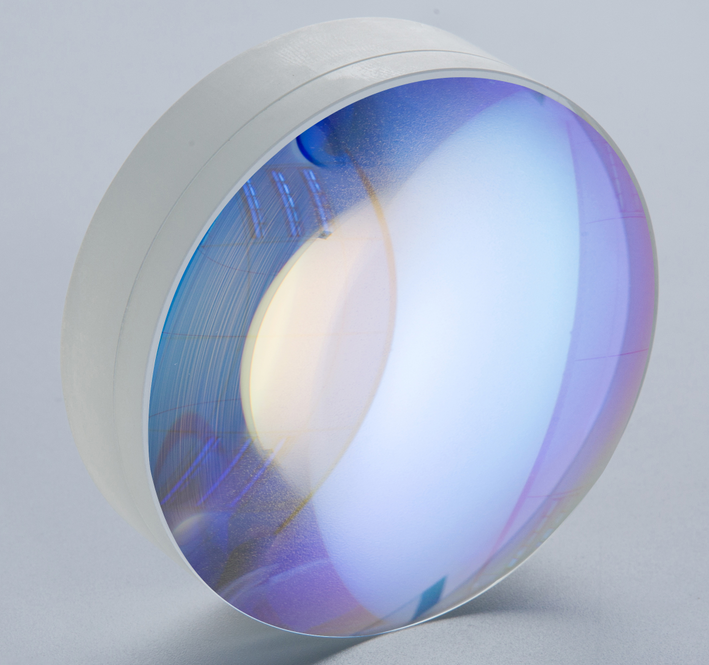
ਅੰਤਮ ਕਦਮ ਗਲੂ ਕਰ ਰਿਹਾ ਹੈ, ਉਲਟ ਆਰ-ਵੈਲਯੂਜ ਅਤੇ ਇਕੋ ਬਾਹਰੀ ਵਿਆਸ ਬਾਂਡ ਨਾਲ ਦੋ ਲੈਂਸ ਬਣਾਉਂਦੇ ਹਨ.
ਨਿਰਮਾਣ ਦੀਆਂ ਜ਼ਰੂਰਤਾਂ 'ਤੇ ਨਿਰਭਰ ਕਰਦਿਆਂ, ਸ਼ਾਮਲ ਪ੍ਰਕਿਰਿਆਵਾਂ ਥੋੜ੍ਹਾ ਵੱਖਰੀਆਂ ਹੋ ਸਕਦੀਆਂ ਹਨ. ਹਾਲਾਂਕਿ, ਯੋਗਤਾ ਪ੍ਰਾਪਤ ਆਪਟਿਕਲਸ ਲੈਂਸ ਦੀ ਮੁਲਤਾ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਇਕੋ ਜਿਹੀ ਹੈ. ਇਸ ਵਿੱਚ ਮੈਨੁਅਲ ਅਤੇ ਮਕੈਨੀਕਲ ਸ਼ੁੱਧਤਾ ਪੀਸ ਦੇ ਬਾਅਦ ਮਲਟੀਪਲ ਸਫਾਈ ਕਦਮ ਸ਼ਾਮਲ ਹਨ. ਸਿਰਫ ਇਹਨਾਂ ਪ੍ਰਕਿਰਿਆਵਾਂ ਤੋਂ ਬਾਅਦ ਹੀ ਲੈਂਸ ਹੌਲੀ ਹੌਲੀ ਆਮ ਲੈਂਜ਼ ਵਿੱਚ ਬਦਲ ਸਕਦੇ ਹਨ ਜੋ ਅਸੀਂ ਵੇਖਦੇ ਹਾਂ.

ਪੋਸਟ ਸਮੇਂ: ਨਵੰਬਰ -06-2023


